Kauçuk Yoğurma Makinesi Nedir ve Nasıl Yapılıdır?
bir kauçuk yoğurucu - dahili karıştırıcı veya banbury tipi yoğurucu olarak da anılır - ham kauçuğu karbon siyahı, kükürt, hızlandırıcılar, plastikleştiriciler ve işleme yağları gibi katkı maddeleri ile birleştirmek için kullanılan kapalı, yüksek yoğunluklu bir karıştırma makinesidir. Açık öğütücülerin aksine, kauçuk yoğurucu, malzeme kaybını önemli ölçüde azaltan, dağılım homojenliğini artıran ve sıcaklığa duyarlı bileşiklerin işlenmesine olanak tanıyan kapalı bir hazne içinde karıştırma işlemini gerçekleştirir.
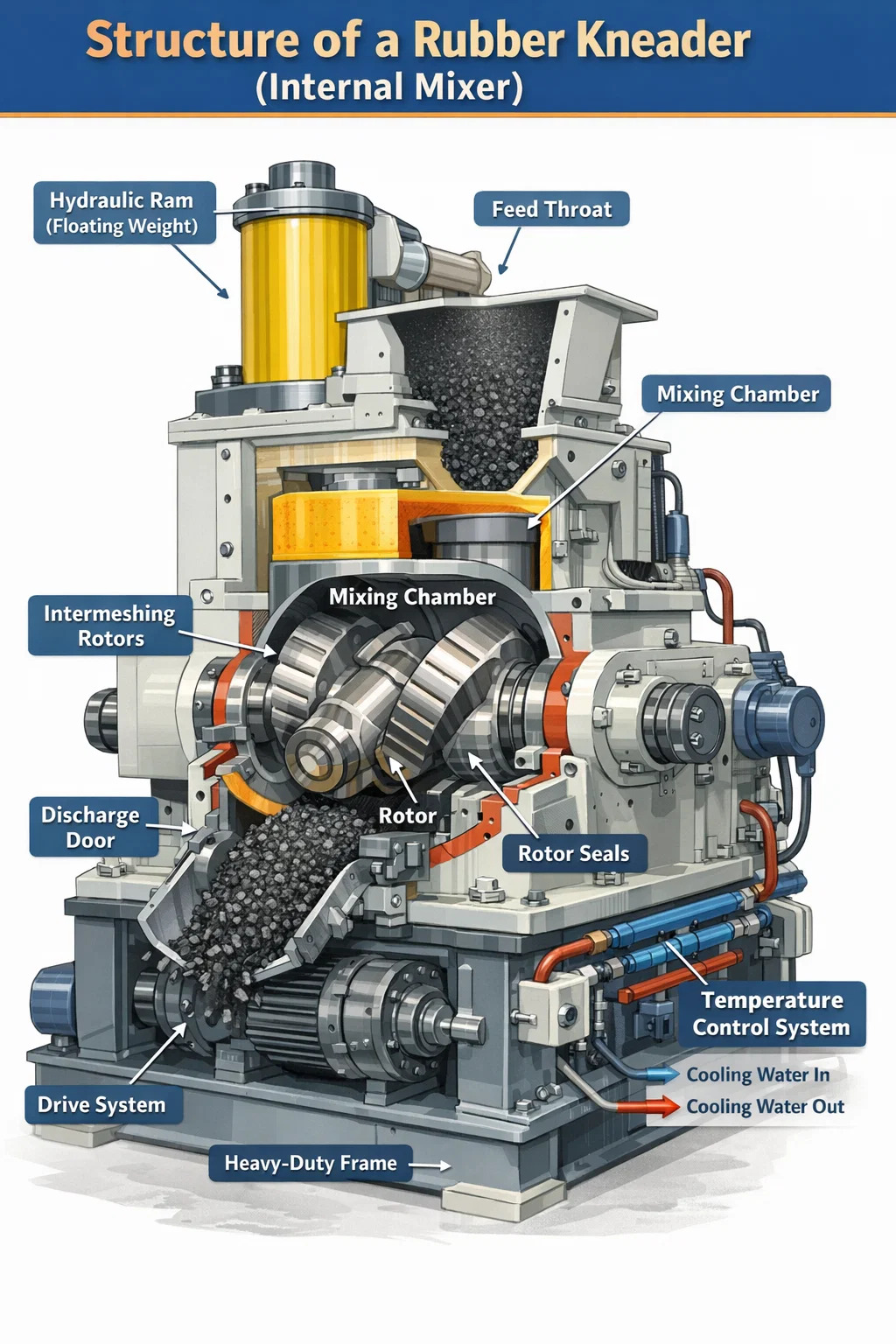
Bir kauçuk yoğurucunun çekirdek yapısı altı ana sistemden oluşur: karıştırma odası, rotorlar, hidrolik şahmerdan (yüzer ağırlık), boşaltma kapısı mekanizması, sıcaklık kontrol sistemi ve tahrik sistemi. Her biri farklı bir mekanik rol oynar ve bunların nasıl etkileşime girdiğini anlamak, dahili yoğurucuların neden lastik üretiminde, contalarda, contalarda, hortumlarda ve teknik kauçuk ürünlerde kauçuk bileşimi için endüstri standardı haline geldiğini ortaya çıkarır.
Makine gövdesinin kendisi tipik olarak yüksek mukavemetli dökme çelikten veya fabrikasyon çelik levhadan yapılmıştır; iç yüzeyleri, karıştırma sırasında oluşan - genellikle büyük kapasiteli makinelerde 500 kN'yi aşan - muazzam mekanik kuvvetlere dayanacak şekilde sertleştirilmiş veya aşınmaya dayanıklı alaşımla kaplanmıştır.
Karıştırma Odası: Kauçuk Yoğurma Makinesinin Kalbi
Karıştırma odası, tüm bileşiğin gerçekleştiği kapalı alandır. Ters yönde dönen iki rotoru barındıracak şekilde tasarlanmış, son derece dar toleranslara göre işlenmiş sekiz şeklinde bir oyuktur. Haznenin iç profili dairesel değildir; duvarları, rotor geometrisini tamamlayacak şekilde şekillendirilmiştir; böylece kauçuk kütlesinin sürekli olarak katlanması, kesilmesi ve rotor yüzeylerine yeniden maruz kalması sağlanır.
Hazne hacmi, kauçuk yoğurucuları sınıflandırmak için kullanılan temel özelliklerden biridir. Laboratuvar ölçekli makinelerin hazne hacimleri 0,3 litre kadar küçük olabilirken, lastik fabrikalarında kullanılan üretim sınıfı dahili karıştırıcılar 650 litreyi aşabilir. Yaygın endüstriyel boyutlar 20L ila 270L arasında değişir ve doldurma faktörleri (kauçuk şarj ağırlığının hazne hacmine oranı) tipik olarak 0,6 ile 0,75 arasında ayarlanır.
Oda duvarları geniş bir ağ içerir. dahili soğutma ve ısıtma kanalları . Modern kauçuk yoğurma makinelerinde bu kanallar doğrudan hazne gövdesi içinden delinir ve kapalı devre bir sıcaklık kontrol sistemine bağlanır. Hassas termal yönetim kritik öneme sahiptir; kauçuğun viskozitesi, dispersiyon verimliliği ve bileşik kalitesi, parti sıcaklığının belirli bir aralıkta, formülasyona bağlı olarak genellikle 70°C ila 160°C arasında tutulmasına bağlıdır.
Bölme, birbirine cıvatalanmış bir üst gövde ve bir alt gövde olmak üzere iki yarıya bölünmüştür. Alt yarıda boşaltma kapısı menteşesi bulunur. Bu bölünmüş yapı, inceleme, temizleme ve astar değişimi için erişim sağlar. Sertleştirilmiş çelikten (tipik olarak 58-62 HRC yüzey sertliği değerlerine sahip) yapılan hazne astarları, yapısal hazne gövdesini aşındırıcı kauçuk bileşimlerinden korur ve makinenin tamamını sökmeden bağımsız olarak değiştirilebilir.
Rotorlar: Kauçuk Yoğurma Makinesi Tasarımının Tanımlayıcı Bileşeni
Rotorlar aslında hazne içerisinde karıştırma işini gerçekleştiren mekanik elemanlardır. Bir lastik yoğurucuda, iki rotor sabit bir hız oranında zıt yönlerde döner Tipik olarak 1:1.1 veya 1:1.2, rotorlar arasındaki ve her rotor ile oda duvarı arasındaki kıstırma noktasında yoğun kesme gerilimi oluşturan diferansiyel rotor hızı yaratır.
Rotor geometrisi, dahili bir karıştırıcının en mühendislik gerektiren yönlerinden biridir. Modern kauçuk yoğurma makinelerinde kullanılan üç ana rotor tipi vardır:
- İki kanatlı (eliptik) rotorlar: Orijinal tasarım, rotor şaftı boyunca bükülmüş iki sarmal kanatla karakterize edilir. Bunlar yüksek kesme kuvvetleri oluşturur ve karıştırılması zor bileşikler, karbon siyahı masterbatch'ler ve doğal kauçuk (NR) ve EPDM gibi yüksek viskoziteli kauçuklar için uygundur. Rotor kanadı ile hazne duvarı arasındaki uç açıklığı tipik olarak 2–6 mm'dir.
- Dört kanatlı rotorlar: Dağıtıcı ve dağıtıcı karıştırmayı aynı anda geliştirmek için geliştirildi. İlave kanatlar, malzeme katlama ve devir başına yeniden yönlendirme sıklığını artırarak dolgu maddelerinin daha hızlı dahil edilmesine olanak tanır. Dört kanatlı rotorlar artık yüksek üretimli lastik bileşiği karıştırma hatlarında standarttır.
- Altı kanatlı (veya çok kanatlı) rotorlar: Silan birleştirme verimliliğinin kritik olduğu silika bazlı lastik bileşikleri gibi olağanüstü ince dolgu dispersiyonu gerektiren uygulamalarda kullanılır. Bu rotorlar, daha düşük tepe sıcaklıklarıyla daha yumuşak, daha dağılımlı bir karışım üretir.
Rotor millerinin içi boştur ve sıcaklık kontrol sistemine bağlı olup, soğutucu veya buharın iç kısımdan akmasına izin verir. Bu dahili rotor soğutması, sürtünmeden kaynaklanan ısı üretiminin bileşiğin erken vulkanizasyonuna (kavrulmasına) neden olabileceği yüksek hızlı karıştırma operasyonlarında gereklidir. Üretim yoğurucularındaki rotor yüzey hızı tipik olarak 20 ila 80 rpm , tek bir karıştırma döngüsünde tüm bu aralıkta çalışabilen bazı değişken hızlı makinelerle.
Rotorlar, makinenin yan çerçevelerinde yer alan ağır hizmet tipi sürtünme önleyici makaralı rulmanlar tarafından her iki ucundan desteklenir. Rulman düzenlemesi hem kauçuk bileşik basıncından kaynaklanan radyal yükleri hem de helisel rotor kanatları tarafından oluşturulan eksenel itme yüklerini karşılamalıdır. Büyük yoğuruculardaki yatak düzenekleri de tipik olarak suyla soğutulur, çünkü aksi takdirde yatak yuvalarındaki sürtünme ısısı servis ömrünü önemli ölçüde azaltır.
Rotor Sızdırmazlık Sistemi
Rotor şaftlarının karıştırma odasından yan duvarlardan çıktığı yerde, bir sızdırmazlık sistemi kauçuk bileşiğinin şaft boyunca sızmasını önler. Bu teknik olarak kauçuk yoğurucu tasarımının en zorlu alanlarından biridir. Mil hızlı bir şekilde dönerken contanın 0,5-1,0 MPa'ya kadar basınçlara sahip kauçuk içermesi gerekir ve tüm bunlar oda içi yüksek sıcaklıklardayken yapılır.
Çoğu modern kauçuk yoğurucu iki sızdırmazlık düzeninden birini kullanır:
- Kauçuk salmastralı labirent contalar: bir series of machined grooves and ridges create a tortuous path that resists compound flow. Combined with compressed rubber packing rings, this arrangement provides effective sealing for most production compounds. Packing replacement is a routine maintenance task performed every few hundred operating hours.
- Mekanik yüzey contaları: Birinci sınıf makinelerde ve sıkı kontaminasyon gereksinimleri olan uygulamalarda kullanılır. Sabit bir koltuğa bastırılan döner conta yüzeyi pozitif bir bariyer sağlar. Bu contalar hava veya su soğutmalı olabilir ve salmastra tipi contalara göre daha uzun servis aralıkları sunar.
Hidrolik Ram (Yüzer Ağırlık): Bileşiğin Üzerindeki Basınç Kontrolü
Karıştırma odasının hemen üzerinde, genellikle yüzer ağırlık veya hidrolik şahmerdan olarak adlandırılan üst şahmerdan bulunur. Bu, haznenin besleme boğazının içine sığacak şekilde şekillendirilmiş sağlam bir çelik veya sünek demir bloktur. İşlevi, malzeme yüklendikten sonra karıştırma bölmesinin üstünü kapatmak ve karıştırma sırasında kauçuk yığınına aşağı doğru basınç uygulamaktır.
Ram basıncı, kauçuk yoğurma işleminde en önemli proses değişkenlerinden biridir. Daha yüksek koç basıncı, kauçuk bileşiğini rotorlarla daha yakın temasa zorlayarak kesme yoğunluğunu artırır ve dispersiyonu iyileştirir. Ancak aşırı basınç, rotor ve hazne astarının aşınmasını hızlandırır. Üretim makinelerindeki Ram basınçları tipik olarak 0,2 ile 0,8 MPa arasında değişir ve besleme boğazının üzerine monte edilen bir hidrolik silindir aracılığıyla uygulanır.
Koç, dikey bir boğaz silindiri tarafından yönlendirilir; bu, koçu merkezde tutan ve bileşik basınç altında yanal hareketi önleyen hassas bir şekilde işlenmiş bir geçittir. Boğazın alt kısmındaki toz contası, kauçuğun koç gövdesi etrafından yukarıya doğru hareket etmesini önler. Koçun kendisi genellikle çekirdeklenir ve aşağıdaki kauçuktan ısı emilimini yönetmek için soğutma suyu devresine bağlanır.
Ramı çalıştıran hidrolik silindir, makine gövdesinin üzerindeki döner çerçeveye monte edilmiştir ve yükleme için besleme boğaz kapağı açıldığında serbest bir şekilde sallanmasına olanak sağlar. Otomatik üretim hatlarında, koç döngüsü, karıştırma programı tarafından kontrol edilir; yığını serbest bırakmak için boşaltma kapısı açıldığında otomatik olarak yükselir ve bir sonraki şarj yüklendikten hemen sonra alçalıp kilitlenir.
Bazı yeni kauçuk yoğurucu tasarımlarında, özellikle de silika-silan bileşiği için kullanılanlarda, koç basıncı, karıştırma döngüsü sırasında dinamik olarak modüle edilir; aşırı ısınmayı önlemek için silanizasyon reaksiyonu aşamasında basınç geçici olarak azaltılır, ardından son dağılım için tekrar artırılır. Bu, makine kontrol ünitesine entegre edilmiş oransal bir hidrolik valf sistemi gerektirir.
Tahliye Kapısı Mekanizması: Karışık Partinin Serbest Bırakılması
Boşaltma kapısı karıştırma odasının tabanını oluşturur. Karıştırma tamamlandığında, bu kapı aşağı doğru açılır (veya tasarıma bağlı olarak bir tarafa doğru sallanır) ve bitmiş kauçuk partisi yerçekimiyle aşağı akışlı bir cihaza (tipik olarak açık bir değirmen, çift vidalı ekstruder veya toplu soğutma konveyörü) bırakılır.
Kapı bir hidrolik silindir tarafından çalıştırılır ve kilitleme mekanizması, karıştırma sırasında sapma olmadan tam iç hazne basıncına dayanmalıdır. Küçük kapı esnekliği bile kauçuğun kapı contası alanına taşmasına izin vererek aşınmayı hızlandırabilir ve kirlenmeye neden olabilir. Yüksek kaliteli kauçuk yoğurucular, birden fazla kilitleme cıvatası veya kenetleme kuvvetini kapı çevresine eşit şekilde dağıtan bir kam kilitleme mekanizması kullanır.
Kapı yüzü (kauçuk bileşiğiyle temas eden yüzey) tipik olarak bağımsız olarak değiştirilebilen sertleştirilmiş bir aşınma plakasıyla kaplanır. Kapı gövdesinde oda duvarlarıyla aynı devreye bağlanan soğutma kanalları bulunmaktadır. Hazne/kapı arayüzünde bileşik sızıntısını önlemek için kapının çevresinde kauçuk veya elastomerik bir conta halkası bulunur; bu conta, planlı bakım sırasında değiştirilen bir sarf malzemesidir.
Tahliye kapısının açılma süresi bir proses parametresidir; daha hızlı açılma, karıştırma bittikten sonra bileşiğin ısıya maruz kalma süresini azaltır; bu, önceden dağılmış vulkanizasyon ajanları içeren sıcaklığa duyarlı bileşikler için kritik öneme sahiptir. Yüksek hızlı üretim hatlarında, kapı açma ve toplu bırakma 3–5 saniye içinde tamamlanır verimi korumak için.
Sıcaklık Kontrol Sistemi: Kauçuk Yoğurma Makinesi Boyunca Isıyı Yönetmek
Kauçuk yoğurma işleminde sıcaklık yönetimi isteğe bağlı değildir; bileşik kalitesi ve proses tekrarlanabilirliği için temel bir gerekliliktir. Sıcaklık kontrol sistemi üç ısı değişim bölgesini kapsar: oda duvarları, rotor gövdeleri ve şahmerdan. Her bölge bağımsız olarak kontrol edilebilir.
Üretimdeki kauçuk yoğurucuların çoğu, temperlenmiş suyu üç bölgenin tamamında dolaştıran kapalı devre bir su sıcaklığı kontrol ünitesi (TCU) kullanır. TCU, elektrikli ısıtıcılar veya buhar enjeksiyonu kullanarak suyu ısıtabilir ve tesisin soğutulmuş su kaynağına bağlı bir ısı eşanjörü kullanarak soğutabilir. Hedef su sıcaklıkları proses aşamasına göre değişiklik gösterir:
- Ön ısıtma aşaması: Vardiyanın ilk partisinden önce hazneyi çalışma sıcaklığına getirmek için 60–90°C su
- Karıştırma aşaması: Sürtünmeden kaynaklanan ısıyı absorbe etmek ve bileşiğin aşırı ısınmasını önlemek için 20–40°C soğutma suyu
- Temizleme aşaması: Daha kolay çıkarılması için artık bileşiği yumuşatmak üzere sıcak su veya buharla yıkama
Bileşik sıcaklığı, oda duvarına monte edilen termokupllar veya kızılötesi sensörler tarafından izlenir. Gerçek zamanlı bileşik sıcaklık geri bildirimi partiyi spesifikasyon dahilinde tutmak amacıyla rotor hızını, ram basıncını ve soğutma sıvısı akış hızını ayarlamak için makine kontrol sistemi tarafından kullanılır. Bazı gelişmiş kauçuk yoğurma sistemlerinde, bileşik sıcaklığı sabit bir zaman döngüsü yerine belirli bir noktaya ulaştığında karıştırma otomatik olarak sonlandırılır; bu sıcaklık kontrollü boşaltma olarak adlandırılan şey, zaman kontrollü boşaltmadan daha tutarlıdır ve partiden partiye değişkenliği azaltır.
Rotor ve Hazne Soğutma Devresi Detayları
Her içi boş rotorun içindeki soğutma devresi tipik olarak yüzey temas alanını maksimuma çıkaran bir spiral veya delik modelini takip eder. Rotor mili uçlarındaki döner bağlantılar (döner bağlantılar da denir), sabit soğutucu besleme borularını sızıntı olmadan dönen rotorun iç kısmına bağlar. Bunlar, iç contaları aşındıkça periyodik muayene ve değiştirme gerektiren hassas bileşenlerdir.
Bölme duvarı soğutma kanalları, bölme bloğu boyunca kıvrımlı bir düzende, tipik olarak merkezden merkeze 30-50 mm aralıklarla delinir. Bu kanallardan geçen soğutma sıvısı akış hızı, makinenin nominal gücü için yeterli bir ısı giderme kapasitesine ulaşmak üzere tasarlanmıştır; 2000 kW'lık bir tahrik motoruna sahip 270 L'lik bir yoğurucu için, soğutma sisteminin sürekli olarak en az 1,5-2,0 MW termal enerjiyi kaldırabilmesi gerekir.
Tahrik Sistemi: Rotorlara Güç Aktarımı
Bir kauçuk yoğurucunun tahrik sistemi, elektrik motoru, hız düşürücü (dişli kutusu) ve iki rotoru tahrik eden dişli düzeninden oluşur. Rotorların birbirine göre sabit bir hız oranında dönmesi gerektiğinden, yük değişimlerinden bağımsız olarak senkronizasyonu sağlayan birbirine kenetlenen bir dişli seti (zamanlama dişlileri) aracılığıyla bağlanırlar.
Ana tahrik motoru, modern makinelerde neredeyse evrensel olarak değişken frekanslı sürücü (VFD) kontrolüne sahip bir AC endüksiyon motorudur. Değişken hız kapasitesi, bir bileşik döngüsünün farklı aşamalarında karıştırmayı optimize etmek için gereklidir; örneğin, motorun aşırı yüklenmesini önlemek için ilk balya dökümü sırasında düşük hızda çalışmak, ardından dolgu ekleme için maksimum hıza hızlanmak. Kauçuk yoğurma makineleri üretimindeki motor gücü hazne hacmine göre ölçeklenir:
| Hazne Hacmi (L) | Tipik Motor Gücü (kW) | Rotor Hız Aralığı (rpm) | Ortak Uygulama |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Küçük parti, özel bileşikler |
| 75–120 | 500–900 | 20–70 | Orta boy lastik ve endüstriyel kauçuk |
| 200–270 | 1500–2500 | 20–80 | Yüksek hacimli lastik sırtı bileşimi |
| 400–650 | 3000–5000 | 15–60 | Büyük ölçekli lastik masterbatch üretimi |
Dişli kutusu (hız düşürücü), torku arttırırken motor hızını rotor çalışma hızına düşürür. Bir kauçuk yoğurucuda, dişli kutusunun son derece yüksek torku karşılaması gerekir - rotorları 40 rpm'de çalıştıran 2000 kW'lık bir motor için, rotor şaftındaki tork 500.000 N·m'yi aşabilir. Dişli kutusu tipik olarak karbürlenmiş ve taşlanmış helisel dişlilere sahip paralel şaftlı veya dik açılı bir düzenlemedir ve sağlam bir dökme demir veya basınçlı beslemeli yağlamalı fabrikasyon çelik mahfaza içine yerleştirilmiştir.
bir flexible coupling between the motor and gearbox absorbs shock loads during bale breakdown — the impact when a rotor strikes a cold rubber bale can cause instantaneous torque spikes two to three times the rated operating torque. Without a flexible coupling, these spikes would be transmitted directly to the gearbox and motor shaft, causing premature fatigue failure.
Besleme Boğazı ve Şarj Sistemi
Besleme boğazı, kauçuk ve katkı maddelerinin yüklendiği, karıştırma odasının üzerindeki dikey geçittir. Manuel çalışmada kauçuk balyalar ve tartılmış katkı maddeleri operatörler veya konveyör tarafından boğaza düşürülür. Otomatik bileşim hatlarında, besleme boğazı, rotorların direncine karşı malzemeleri hazneye doğru itmek için bir devrilme tepsisi veya pnömatik koç destek cihazı ile donatılmıştır.
Boğaz açıklığı boyutları standart kauçuk balya boyutlarını kabul edecek şekilde tasarlanmıştır; 270 L'lik bir yoğurucunun tipik olarak yaklaşık 600 mm × 400 mm'lik bir boğaz açıklığı vardır. Döner bir toz kapağı veya kanat, karıştırma sırasında toz ve dumanı tutmak için şarj sonrasında boğazı kapatır. Bazı makineler ayrıca boğaz kapağında merkezi bir havalandırma sistemine bağlı bir duman tahliye portu içerir; bu özellikle karbon siyahı, kükürt veya uçucu işleme yağları içeren bileşiklerin karıştırılmasında önemlidir.
Proses yağları, sıvı silanlar veya özel katkı maddeleri için sıvı içerik enjeksiyonu genellikle doğrudan hazne duvarına veya şahmerdan gövdesine takılan portlar aracılığıyla yapılır. Bu enjeksiyon nozülleri, tipik olarak karıştırma programıyla entegre dişli pompa dozaj sistemleri tarafından kontrol edilen hassas ölçümlü hacimler sağlarken oda basıncına ve sıcaklığına dayanacak şekilde tasarlanmalıdır.
Makine Çerçevesi ve Yapısal Bileşenler
Kauçuk yoğurma tertibatının tamamı, kalın çelik levha veya dökümden imal edilmiş ağır bir yapısal taban çerçevesi üzerine monte edilmiştir. Bu çerçeve, karıştırma işleminden gelen reaksiyon kuvvetlerini emer ve bunları temele iletir. İlgili kuvvetler oldukça büyüktür; büyük bir üretim yoğurucusu, en yüksek karıştırma yükleri sırasında birkaç yüz kilonewton'a ulaşabilen rotor ayırma kuvvetleri (kauçuk basıncı nedeniyle rotorları birbirinden ayıran kuvvet) üretir.
Karıştırma odasının her iki yanında bulunan iki yan çerçeve, rotor yataklarını taşır ve oda ile taban arasındaki yapısal bağlantıyı sağlar. Bunlar genellikle makinedeki en ağır gerilime maruz kalan bileşenlerdir ve gerilim konsantrasyonunu azaltmak için cömert dolgu yarıçaplarına sahip sfero dökme demirden veya ağır kalibreli fabrikasyon çelikten üretilmiştir.
Yoğurucu taban çerçevesi ile bina temeli arasındaki titreşim izolasyon bağlantıları modern kurulumlarda standarttır. Tam yüklü büyük bir kauçuk yoğurucu, balyanın parçalanması sırasında önemli bir titreşim oluşturur; izolasyon olmadan bu, bina yapısına iletilebilir ve yakındaki enstrümantasyonu etkileyebilir veya zamanla ankraj cıvatalarında yorulma çatlamalarına neden olabilir.
Modern Kauçuk Yoğurma Makinalarında Kontrol Sistemi ve Enstrümantasyon
Çağdaş kauçuk yoğurucular, tüm karıştırma döngüsünü otomatik olarak yöneten PLC tabanlı kontrol sistemleriyle donatılmıştır. Kontrol sistemi sürekli bir proses verisi akışını izler ve kaydeder:
- Bileşik sıcaklığı (bir görüş portu aracılığıyla bileşiğe yönelik oda duvarı termokupl veya kızılötesi pirometre aracılığıyla ölçülür)
- Rotor hızı (rpm), VFD tarafından sürekli olarak ayarlanabilir
- Bileşik viskozitesi ile orantılı olan ve karıştırma enerjisi girdisinin dolaylı bir ölçüsü olarak hizmet eden motor akımı çekişi
- Karıştırma döngüsü boyunca biriken spesifik enerji girişi (kWh/kg)
- Ram konumu ve basıncı
- Her soğutma bölgesi için soğutucu giriş ve çıkış sıcaklıkları
- Boşaltma kapısı konumu (açık/kapalı kilitleme)
Spesifik enerji girdisi, karıştırmanın bütünlüğünün tartışmasız en güvenilir göstergesidir Pek çok kauçuk bileşiği için, örneğin karbon siyahının dağılımı, yalnızca zamanla değil, bileşiğin kilogramı başına kümülatif enerji girişiyle yakından ilişkilidir. Modern kauçuk yoğurucu kontrolleri, karıştırma programlarının zaman bitiş noktası yerine enerji bitiş noktası ile tanımlanmasına olanak tanır; bu da partiler arasındaki hammadde viskozitesindeki değişiklikleri otomatik olarak telafi eder.
birll batch data is logged to a database for quality traceability. Integration with Manufacturing Execution Systems (MES) allows each batch record to be linked to raw material lot numbers, operator ID, and downstream compound test results, enabling root-cause analysis when quality deviations occur.
Kauçuk Yoğurma Tipleri Arasındaki Temel Yapısal Farklılıklar
Tüm kauçuk yoğurucular aynı yapısal konfigürasyonları paylaşmaz. Farklı üretim gereksinimlerini karşılamak için çeşitli tasarım varyasyonları mevcuttur:
Teğetsel ve Birbirine Geçen Rotorlu Yoğurma Makineleri
Teğetsel rotorlu yoğurucuda (klasik Banbury tasarımı), iki rotor birbirine teğet olan ayrı dairesel yollarda döner; rotor kanatları birbirine kenetlenmez. Bu, yoğun kesmenin meydana geldiği rotorlar arasında geniş bir karıştırma bölgesi oluşturarak, teğetsel yoğurucuların, takviye dolgu maddelerinin dispersif olarak karıştırılması için oldukça etkili olmasını sağlar. Dünya çapındaki üretim dahili karıştırıcılarının çoğunluğu teğetsel rotorlar kullanır.
Birbirine geçen rotorlu yoğurucuda (HF Mixing'in GK serisi veya Farrel Pomini'nin F serisi gibi), rotorlar birbirine daha yakın konumlandırılır ve kanatları döndükçe üst üste gelir ve birbirine geçer; konsept olarak çift vidalı ekstrüdere benzer, ancak çok daha kısa, daha kalın uçuşlara sahiptir. Bu tasarım, biraz daha düşük dağıtıcı karıştırma yoğunluğu pahasına, daha iyi dağıtıcı karıştırma ve daha düşük bileşik sıcaklıkları üreten, belirgin şekilde farklı bir akış modeli oluşturur. Isıya duyarlı silikon kauçuk, floroelastomerler ve sıcaklık kontrolünün çok önemli olduğu bileşikler için birbirine geçen yoğurucular tercih edilir.
Ters (Ters) Tahliyeli Yoğurma Makinaları
Bazı kauçuk yoğurucu tasarımları - özellikle sürekli veya yarı sürekli işleme hatlarında kullanılanlar - boşaltmayı bir alt kapıdan değil, tüm karıştırma odası düzeneğini, oda açıklığı aşağıya bakacak ve bileşik düşecek şekilde eğerek yaparak gerçekleştirir. Bu baş aşağı boşaltma tasarımı, partinin daha hızlı serbest bırakılmasına ve doğrudan yoğurucunun altına yerleştirilen sonraki işleme ekipmanıyla daha kolay entegrasyona olanak tanır. Yapısal sonuç, devirme mekanizmasına ve hidrolik kilitleme sistemine sahip çok daha karmaşık bir makine çerçevesidir.
Üstü Açık (Sigma Blade) Yoğurma Makineleri ve Kapalı Banbury Tipi Yoğurma Makineleri Karşılaştırması
Bazı endüstri bağlamlarında, "kauçuk yoğurucu" teriminin aynı zamanda Z-bıçaklı veya sigma-bıçaklı toplu yoğurucuları (iki ters yönde dönen sigma veya Z-şekilli bıçağa sahip üstü açık, oluk şekilli makineler) ifade ettiğini belirtmek gerekir. Bunlar yapısal olarak bu makale boyunca açıklanan kapalı dahili karıştırıcılardan oldukça farklıdır. Sigma bıçaklı yoğurucular koç ve sızdırmazlık sisteminden yoksundur, atmosferik basınçta çalışır ve yüksek dolgulu kauçuk bileşikleri yerine daha yaygın olarak silikon kauçuk bileşimleri, termoplastik elastomerler ve yapışkan hazırlama için kullanılır.
Aşınma Parçaları ve Bakım Açısından Kritik Yapısal Elemanlar
Bir kauçuk yoğurucunun yapısını anlamak aynı zamanda hangi bileşenlerin aşındığını ve periyodik olarak değiştirilmesi gerektiğini bilmek anlamına da gelir. Başlıca giyim eşyaları şunlardır:
- Rotor ipuçları: Kanat uçları oda duvarı ile en yüksek temas stresini yaşar. Bazı tasarımlarda rotor uçları, yerinde yeniden uygulanabilen sert yüzeyli kaynak kaplamasıyla oluşturulmuştur. Diğerlerinde, uç aşınması toleransı aştığında rotorun tamamı değiştirilir; tipik olarak uçtan duvara açıklık tasarlanan değerden (2–5 mm) 8–10 mm'nin üzerine çıktığında, bu noktada karıştırma verimliliği ölçülebilir şekilde düşer.
- Oda astarları: Duvar kaplama bölümleri, tipik olarak 30–50 mm kalınlığında, hazne gövdesine cıvatalanmış veya büzülerek takılan değiştirilebilir aşınma plakalarıdır. Servis ömrü, aşındırıcı bileşik uygulamalarında birkaç aydan, hafif hizmetlerde birkaç yıla kadar değişir.
- Rotor uç contaları (paketleme): Bileşik tipine ve rotor hızına bağlı olarak her 300-1000 çalışma saatinde bir değiştirilir. Salmastranın değiştirilmesinin ertelenmesi, rulman alanının bileşik kirlenmesine ve önemli ölçüde hızlandırılmış rulman aşınmasına yol açar.
- Boşaltma kapısı contası: Tahliye kapısındaki elastomerik çevre contası, sürekli üretimde genellikle her 3-6 ayda bir olmak üzere planlı kapatmalar sırasında değiştirilir.
- Rotor soğutma devrelerindeki döner bağlantılar: Bu bileşenlerdeki conta aşınması, rulman yataklarına soğutma sıvısının girmesine neden olabileceğinden çoğu tesiste yıllık olarak denetlenir ve yeniden inşa edilir.
Lastik üretim tesislerindeki kauçuk yoğurma makineleri için planlı bakım aralıkları tipik olarak 8 saatlik üretim vardiyaları etrafında yapılandırılmıştır; her vardiyada küçük denetimler, haftalık ara kontroller ve yıllık veya 5.000-8.000 çalışma saatinde bir büyük revizyonlar yapılır. Bakımı iyi yapılmış 270 L'lik bir kauçuk yoğurucu, sürekli üç vardiyalı çalışmada %95'i aşan bir mekanik kullanılabilirlik sağlayabilir.